.png) English
English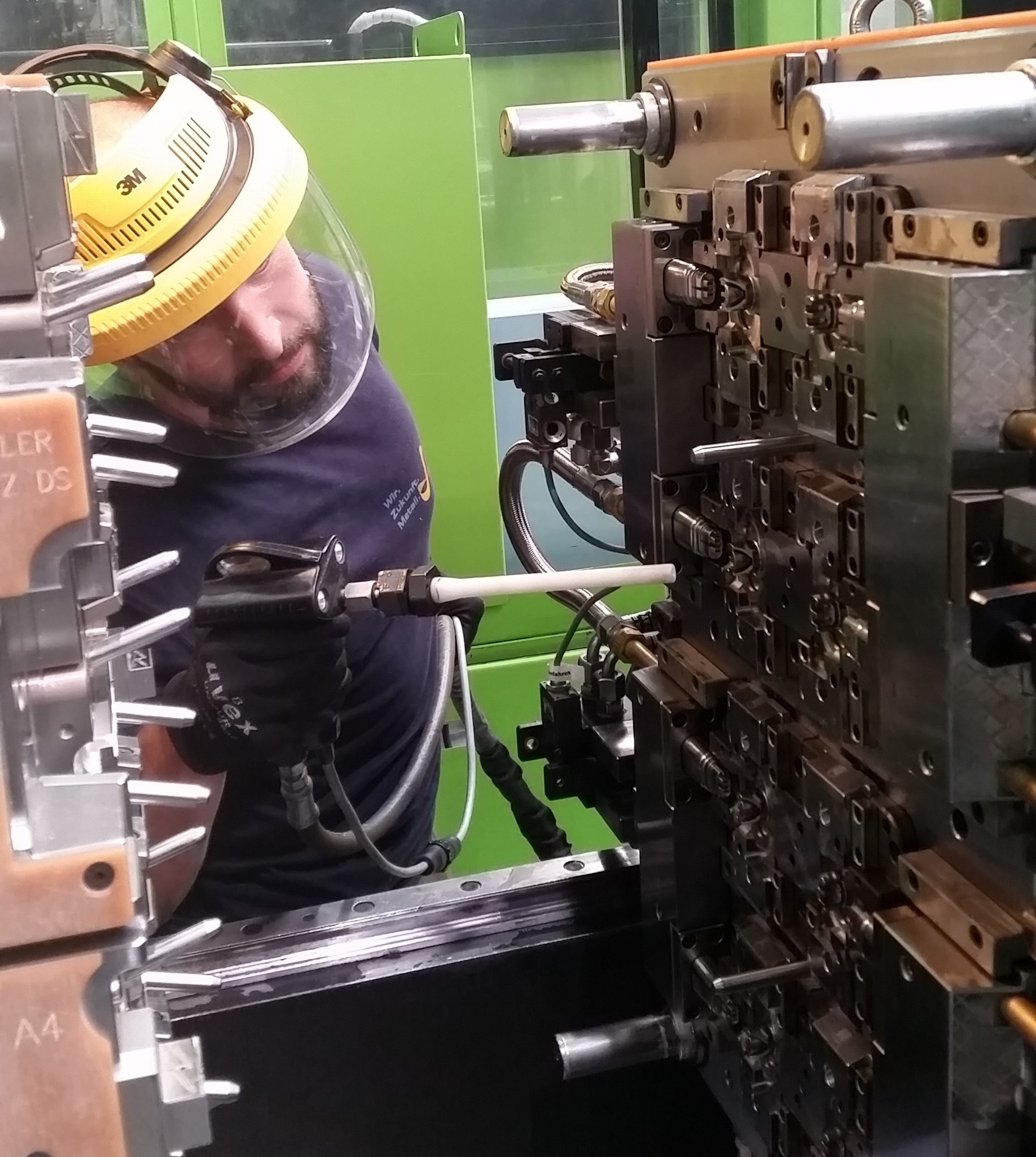
Diehl Stiftung & Co. KG is an international technology group headquartered in Nürnberg, Germany. Diehl is one of the worldwide market leaders as a technology manufacturer of bars, pipes and profiles, synchronous rings made of special brass, steel and metal-plastic interconnection systems from its own value chain. Embedded in this business field, Diehl Metal Applications GmbH has specialized in innovative composite products made of metal and plastic materials.
Injection molds need to be cleaned
At the plant in Teltow near Berlin, the plastic production is equipped with 25 injection mold machines, on which the hybrid parts are extrusion-coated with the plastics at temperatures between 120 ° C and 400 ° C.
“Cleaning the injection molds has a decisive influence on the quality of our products,” explains Nicolas Hofmann, Process Engineer in Plastics Manufacturing, Diehl.
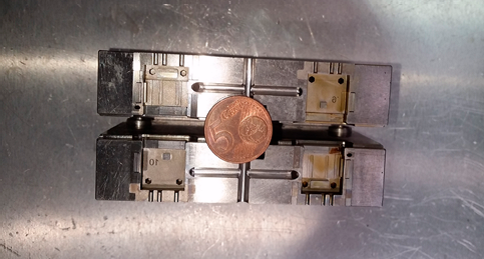
In order to guarantee high product quality, the plant had a process. The filigree forms were removed from the tool maintenance on an average of once a week. They were then cleaned in an ultrasonic bath, manually worked with brushes, re-assembled, and finally were reinserted into the machines.
This process involved:
-
two shifts, which shut down production
-
two days of cleaning
-
increased energy requirement
-
reheating of the injection molding machines
-
short manual cleaning with brushes on each layer
“We had problems with the surface quality despite these time and personnel-intensive cleaning processes,” said Hofmann. “When, following multiple fault analyses and various tests, no solution was found with the plastic manufacturer. The material supplier recommended that we switch to the dry ice cleaning.”
Diehl implements dry ice blasting
Just a short time later, the Teltow facility was testing dry ice blasting in their plastic production.
Dry ice particles are accelerated with compressed air to supersonic speed and can penetrate very delicate contours and cavities and ensures an effective but gentle treatment - even on surfaces that are prone to damage. On impact, a combination of kinetic, thermal shock, and thermokinetic effects occur. The latter causes the dry ice to sublimate under ambient conditions - transferring from the solid directly to the gaseous phase.
The dry ice expands within a few milliseconds to a volume of up to 700 times. At the impact point, this results in a microexplosion that spreads over the surface. This explosion wave has a very efficient lifting force, which reliably removes the deposits from the cavities.
Learn more about how dry ice blasting works.
In order to ensure that the dry ice does not damage filigree shapes, tests have also been carried out for abrasiveness. For this, identical metallic surfaces with sharp edges and corners were blasted with sand and dry ice over a defined period of time. No changes were observed with the dry ice treated surfaces.
“The results of the cleaning and abrasiveness tests were so convincing that we rented such a device at Cold Jet until the investment approval was granted by the company management in order to be able to work immediately,” said Hofmann.
Dry ice led to improved product quality and efficiency
By using a dry ice blasting system to clean their molds, Teltower Diehl Metal Applications GmbH improved product quality, efficiently cleaned the mold, and saved 400 hours of cleaning time per annum. This resulted in a 10% increase in plant availability as well as an increase in production capacity of 500,000 parts in plastic production.
The dry ice blasting machines cleaned flat areas with two wide blast nozzles with 22 mm and 12 mm blast swaths. Dirt from undercuts, corners and edges is reliably cleaned with two different round nozzles. The applicator has a 360° rotary union so that all areas to be cleaned can be reached ergonomically. The blast pressure and the quantity of dry ice can be individually adapted to the particular surface and degree of soiling, which ensures the most economical use of compressed air and dry ice.
Learn about dry ice blasting for plastic mold cleaning
“We can now clean the molds without dismantling them in the tempered state and achieve a perfect result,” said Hofmann.
The cleaning time has been reduced from 16 hours to one hour. And since it is now carried out directly in the plastic production, the staff of the tool maintenance department has more time for other tasks. The short manual brush cleaning per shift is completely omitted.
“We actually bought the device only for the application at the turntable machine,” said Hofmann. “Because of the increased personnel capacity in the tool maintenance department, the machine has already been paid off. Time saving is roughly 400 hours per year, resulting in a payback period of about 1.5 years.”
The plastic production facility in Teltow now uses the dry ice blasting machine, which is easy to transport from one machine to another, for mold cleaning at 10 injection molding machines for the production of three different components.
